


產(chǎn)品中心
誠信、責任、創(chuàng)新、共赢
我們的產(chǎn)品目錄

浏覽量:
1000
TPEP大口徑防腐鋼管(外3PE内FBE防腐鋼管)
型号:
分類(lèi):
TPEP大口徑防腐管道
零售價
0.0
元
市場(chǎng)價
0.0
元
浏覽量:
1000
* 訂購數量
-
+
庫存:
0
產(chǎn)品詳情
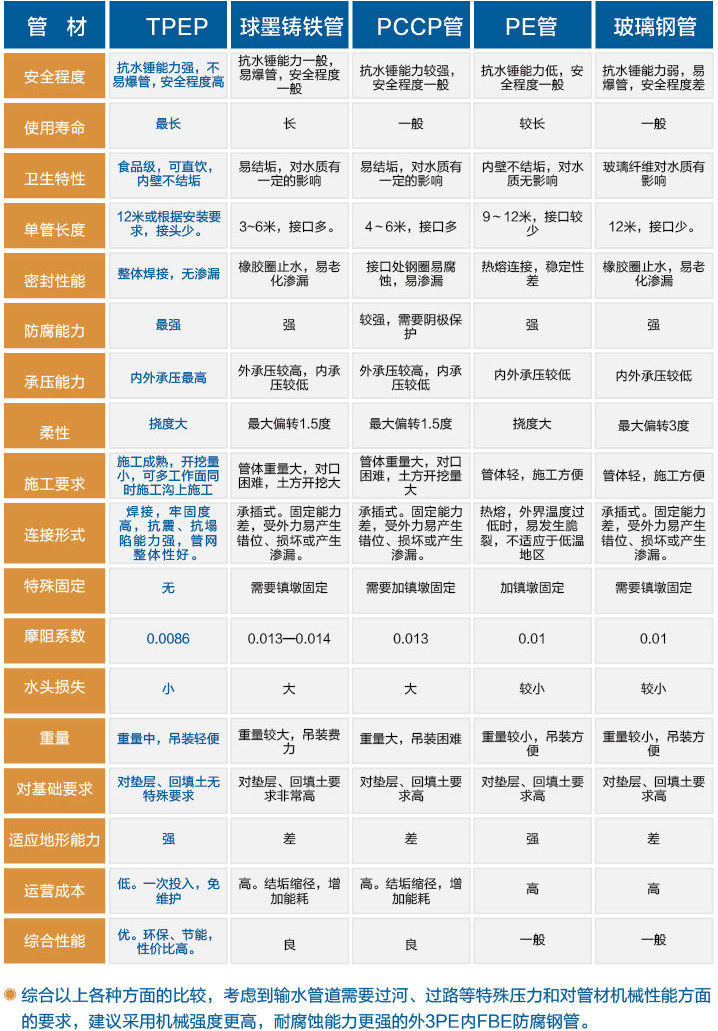
外3PE内FBE防腐鋼管(TPEP防腐鋼管)是以鋼管爲基材,外壁采用三層結構聚乙烯防腐,内壁采用熱熔環(huán)氧樹脂粉末防腐在高溫條件下,形成鋼塑合金層。簡(jiǎn)稱TPEP防腐鋼管。(T,三層英文THREE的首寫字母,PE指聚乙烯,EP指環(huán)氧樹脂)。

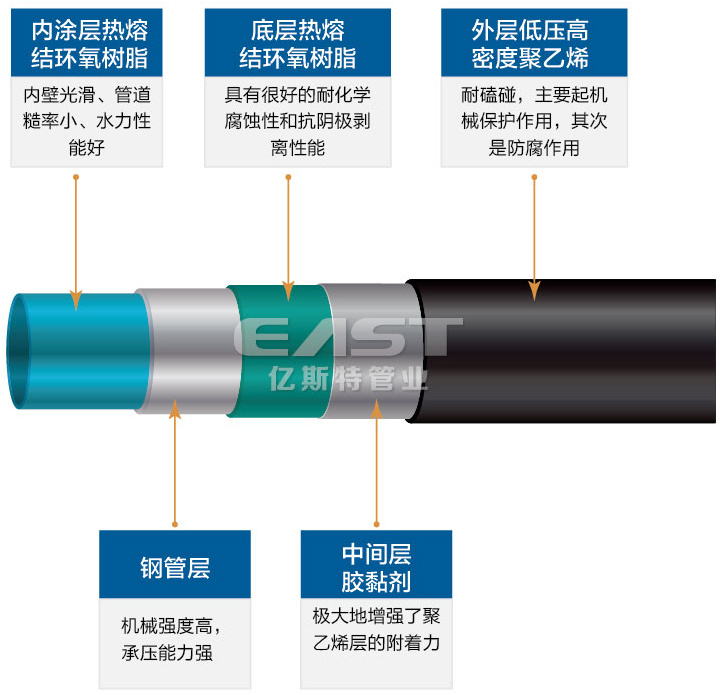
三層結構聚乙烯防腐層(3PE)綜合了環(huán)氧塗層和擠壓聚乙烯兩種防腐層的優良性質(zhì),将環(huán)氧塗層的界面特性和耐化學(xué)特性,與擠壓聚乙烯防腐層的機械保護特性等優點結合起來(lái),從而顯著改善了各自的性能。因此作爲埋地管線(xiàn)的外防護層是非常優越的。
外防腐層執行标準《GB/T23257-2009埋地鋼質(zhì)管道聚乙烯防腐層》
内防腐層執行标準《CJ/T120-2016給水塗塑複合鋼管》





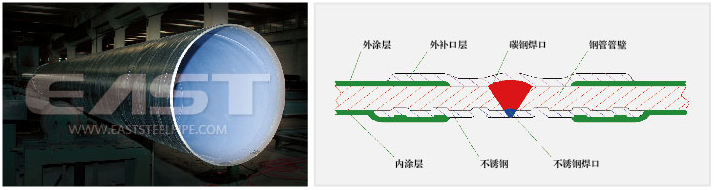
TPEP防腐鋼管在管端采用寬12cm厚1.5mm的304不鏽鋼内襯。

1、施工簡(jiǎn)單、方便,密封性好,承壓力強,機械強度高;
2、焊接後内表面無(wú)需修補,解決了管道連接後連接處内表面修補的技術難題;
3、不鏽鋼層與碳鋼層結合緊密無(wú)簡(jiǎn)隙,不會(huì)造成不鏽鋼層與碳鋼層脫離;
4、充分發(fā)揮了不鏽鋼的抗腐蝕性,保證了連接處的耐腐蝕強度;

采用對口器對口施工,半自動(dòng)焊,對口效率快,焊接質(zhì)量好。
工藝流程:對口→點固焊接→複合層焊接→填充層焊接→蓋面層焊接的順序進(jìn)行操作。


一、内襯不鏽鋼焊接工藝
◎ 工具
1、角磨機 2、磨光片 3、焊機 4、免充氫不鏽鋼焊絲 5、碳鋼焊條 6、氩氣 7、氩氣表
◎ 焊接前準備
1、首先用角磨機将管子端部接觸層上的污垢、鐵鏽等清理幹淨,以免影響焊接質(zhì)量;
2、連接氩氣,注意檢查氣體是否洩漏,調整氣壓;
3、打開(kāi)焊機,調整焊接電流。
◎ 焊接前準備
1、對口
管道組對時(shí),采用對口器進(jìn)行組對,其内壁應齊平,内壁錯邊量不宜超過(guò)管壁厚度的10%;對口簡(jiǎn)隙不大于3MM。
2、點固焊接
點固焊的工藝措施及焊接材料應與正式焊接一緻,點固長(cháng)度控制在1.5-2CM,點固簡(jiǎn)距控制在20am左右,防止在焊接過(guò)程中焊點開(kāi)裂。(建議選用免充氫不鏽鋼焊絲TGF308,TGF316L,TGF309)
3、複合展的焊接
焊接前将點固焊接兩端部位進(jìn)行打磨,清理焊渣;選擇一點依次連續焊接。(建議選用免充氩不鏽絲TGF308,TGF316L,TGF309)
注意事項:焊接過(guò)程中要注意控制焊接速度,保證内襯不鏽鋼對接滿焊;使得内部的不鏽鋼層形成一個(gè)整體。有風(fēng)的地方,務(wù)必采取擋風(fēng)的措施。
4、填充層的焊接
焊接前将打底層焊接面用角磨機進(jìn)行打磨,清除焊渣,焊渣清除要徹底;選用普通碳素鋼焊條依次連續焊接。(碳鋼焊條建議選用J427堿性牌号焊條,焊條在焊接前加熱至350℃保溫一小時(shí)後焊接也可采用二氧化碳氣保焊采用E501T-1(CE71T-1)藥芯焊絲進(jìn)行焊接)
注意事項:待不鏽鋼焊接層溫度降至150℃以下溫度後方可焊接,焊接前要調整焊接電流,實(shí)驗性焊接合适後再對管道依次焊接。
5、蓋面層的焊接
焊接前将填充層焊接面用角磨機進(jìn)行打磨,清除焊渣,焊渣清除要徹底。(碳鋼焊條建議選用J427堿性牌号焊條,焊條在焊接前加熱至350℃保溫一小時(shí)後焊接,也可采用二氧化碳氣保焊采用E501T-1(CE71T-1)藥芯焊絲進(jìn)行焊接)
注意事項:蓋面焊縫必須有0.5-2MM的餘高,且不能存在咬邊和焊不遺等缺陷,收弧弧坑必須填滿,不得出現凹坑。
◎ 檢驗
用角磨機将蓋面層焊接面進(jìn)行打磨,清除焊縫焊渣及焊縫邊綠的飛濺物,保證後續防腐作業(yè)能夠正常順利進(jìn)行。
二、外補口工藝
◎ 連接部位前處理
(1)采用角磨機清理掉管道連接處探露鋼管的毛刺、焊渣、焊瘤、鏽迹、殘留塗層、油泥等,務(wù)必清理幹淨,做到表面光潔,且達到ST3級。
(2)将連接處兩側的坡口進(jìn)行打毛處理,每側聚乙烯層打毛的寬度控制在10-15CM(含坡口),塗層打毛時(shí)不得破壞塗層使之露出底材。
(3)用毛刷将清理下來(lái)的碎屑清理掉,務(wù)必清理幹淨,否則将影響修補層的結合力。
(4)修補區若受潮或有水分,必須先采取措施幹燥後,再進(jìn)行前處理。
(5)前處理至刷底漆時(shí)簡(jiǎn)簡(jiǎn)隔不得
(6)超過(guò)30分鍾,簡(jiǎn)隔期簡(jiǎn)若前處理的部位受到二次污染,必須重新進(jìn)行前處理。
◎ 刷底漆
(1)按照底漆的使用說明,将雙組分及稀料按比例混合,攪拌均勻。
(2)用毛刷蘸上底漆,在管道連接的裸露處進(jìn)行劇塗。刷塗厚度以剛好遮住底材爲宜,一般厚度在120-150UM,不準露出底材,也不準超過(guò)厚度。
(3)坡口處需出的環(huán)氧塗層要刷塗底漆,但聚乙烯層不得刷塗底漆。
(4)待底漆表幹後,便可進(jìn)行纏繞熱收縮套。若底漆表幹較慢,可采用電熱燈泡照射加速表幹,不可用火烤等方式加速表幹,否則破壞漆膜影響結合力。
(5)建議焊接後即進(jìn)行外修補,利用焊接的餘熱,即可保證前處理在露點以上,又可加速底漆表幹,但要在焊接處溫度降至80度以下再進(jìn)行施工。
(6)刷完底漆,将毛刷用稀料清洗幹淨,準備下次使用。
◎ 刷底漆
(1)漆膜表幹後應立即進(jìn)行纏繞熱收縮套,簡(jiǎn)隔時(shí)簡(jiǎn)不得超過(guò)10分鍾
(2)熱收縮套的寬度,應确保纏繞後能完全蓋住兩側打毛的部位,一般來(lái)說控制厚度大于鋼管裸露部分寬度+兩側打毛的寬度5-10CM
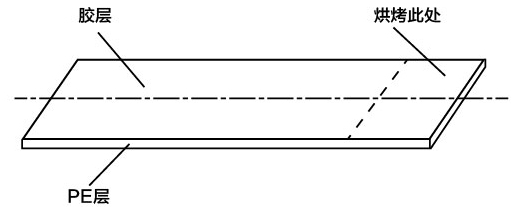
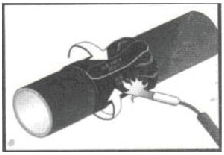
(3)去除熱收縮套上的薄膜或牛皮紙,将熱收縮套一端10-15CM長(cháng)度内的熱熔膠面(如圖),用烘烤槍的火焰加熱,确保邊角都得到均勻加熱。
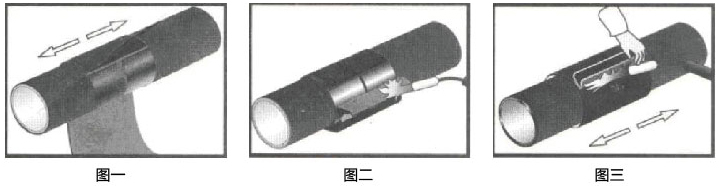
(4)待熱熔膠發(fā)軟、變亮立刻停止加熱,然後迅速将融化的熱熔膠一面按壓在連接處,熱收縮套要完全蓋住兩側打毛的區域,并用輥輪從中線(xiàn)向兩側輥壓,趕走粘接處的氣泡,使之固定(如圖一)。加熱時(shí)要防止過(guò)度加熱,否則會(huì)破壞熱培膠層,影響附着力。
(5)将熱收縮套沿管濫周向包卷纏繞,纏繞時(shí)務(wù)必要拉緊,并保持熱收縮套的中線(xiàn)與管道連接縫隙平行。
(6)然後将熱收縮套的另一端的熱熔膠層10-15CM烤軟、發(fā)亮,然後迅速與前端粘貼搭接在一起(如圖二)。搭接長(cháng)度要求超過(guò)8CM。
(7)将固定片熱熔膠加熱熔融後,搭接在熱收縮套外重疊搭接的合縫處,并用輥輪輥壓使之固定(如圖三)。
◎ 熱收縮套加熱收縮
 (1)待固定片冷卻後,即可加熱其他部位。
(1)待固定片冷卻後,即可加熱其他部位。 (2)加熱時(shí),先從熱收縮套中線(xiàn)位置周向進(jìn)行加熱,使中線(xiàn)部位首先收縮,然後從中線(xiàn)向兩側分别均勻移動(dòng)加熱,使熱收縮套從中線(xiàn)向兩側均勻收縮,并用輥輪輥壓趕走氣泡。
(3)加熱至距邊緣5CM處時(shí),将火焰調小,從側面向内層加熱膠面,至膠熔融後,再加熱熱收縮套,直至邊緣有膠均勻溢出。同時(shí)趁熱進(jìn)行輥壓,排除氣泡。
(4)加熱時(shí)禁止對熱收縮套某一點長(cháng)時(shí)簡(jiǎn)加熱,防止碳化影響性能,應來(lái)回移動(dòng)均勻加熱。
◎ 質(zhì)量要求
(1)熱收縮套表面應光滑、無(wú)褶皺、無(wú)氣泡,表面無(wú)燒焦碳化現象。
(2)熱收縮套與環(huán)向焊縫、原坡口防離層貼合緊密,無(wú)縫隙。
(3)熱收縮與PE塗層搭接不低于10CM,熱收縮套周向搭接不低于8CM
(4)冷卻後,在熱收縮套兩邊緣應有熱培膠均勻滋出。
(5)其他要求參考GB/T23257-2009《埋地綱質(zhì)管道聚乙烯防離層》。


1、結構形式:采取GB/T13295标準中所規定的DN40-1200T型接口的結構型式,對鋼管兩端加工出承口和插口。
2、密封圈:采用三元乙丙,T型橡膠圈,符合飲用水衛生指标。
3、内外塗層:執行CJ/T120-2016。
4、管件:符合GB/T 13295标準規定,并與球墨鑄鐵管配套。

采用美國社邦華佳環(huán)氧食品級粉末;省級涉及飲用水生安全產(chǎn)品衛生許可批件;


1)内壁端口采用内襯不繡鋼連接,免修補。
2)管道内壁采用納米級環(huán)氧粉末,塗層具有自清潔功能,不結垢,而其他管材每隔3-5年需要進(jìn)行除垢處理;
3)管道适應地形能力強,對因地面沉降等造成的管道變形,有非常強的承受能力,不會(huì)產(chǎn)生爆管現象。
4)產(chǎn)品不需要進(jìn)行陰極保護,并通過(guò)耐陰極剝離試驗。

1、焊接連按密封性好,無(wú)跑、冒、滴、漏。
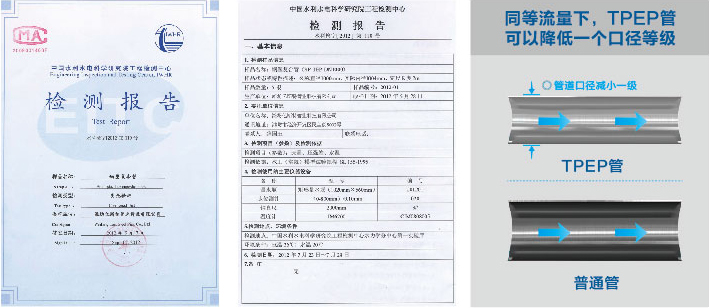
2、TPEP防腐鋼曾内壁摩擦系數通過(guò)中國水利科學(xué)研究院檢測,僅爲0.0086,内壁光滑,水頭損失小,根據水力學(xué)計算公式得出,可以降低一個(gè)口徑等級使用。

1、實(shí)際應用案例:山東膝州南水北調項目,客戶利用我公司DN12000的TPEP防腐鋼管來(lái)代替DN 1400球圈鑄鐵簡(jiǎn)道,輸水流量超額滿足要求;

水利比較結論:TPEP防度鋼曾比球墨鑄鐵管頭報失節省48%,采用TPEP防腐鋼管場(chǎng)程減小,原及電機功率和電費等均得到節省,運行費用大大降低。
2、使用壽命長(cháng),一次性投入,修生免維護,全周期成本優勞明顯:曾道+施工+運營(yíng)+維修

1)管道承受變形能力強,抗露,抗沉降、抗場陷。
2)因鋼塑管撓度較大,遇沼澤、河道等環(huán)境時(shí),可在地面上焊接,邊焊邊下,在不對產(chǎn)品質(zhì)量造成影響的情況下,減少了施工堆度。
3)土方開(kāi)挖量小,對基礎層及回填層要求低。


掃二維碼用手機看
上一個(gè)
無(wú)
下一個(gè)
TPEP大口徑防腐鋼管(外3PE内FBE防腐鋼管)
浏覽量:
1000
TPEP大口徑防腐鋼管(外3PE内FBE防腐鋼管)
型号:
分類(lèi):
TPEP大口徑防腐管道
零售價
0.0
元
市場(chǎng)價
0.0
元
浏覽量:
1000
* 訂購數量
-
+
庫存:
0
產(chǎn)品詳情
外3PE内FBE防腐鋼管(TPEP防腐鋼管)是以鋼管爲基材,外壁采用三層結構聚乙烯防腐,内壁采用熱熔環(huán)氧樹脂粉末防腐在高溫條件下,形成鋼塑合金層。簡(jiǎn)稱TPEP防腐鋼管。(T,三層英文THREE的首寫字母,PE指聚乙烯,EP指環(huán)氧樹脂)。
三層結構聚乙烯防腐層(3PE)綜合了環(huán)氧塗層和擠壓聚乙烯兩種防腐層的優良性質(zhì),将環(huán)氧塗層的界面特性和耐化學(xué)特性,與擠壓聚乙烯防腐層的機械保護特性等優點結合起來(lái),從而顯著改善了各自的性能。因此作爲埋地管線(xiàn)的外防護層是非常優越的。
外防腐層執行标準《GB/T23257-2009埋地鋼質(zhì)管道聚乙烯防腐層》
内防腐層執行标準《CJ/T120-2016給水塗塑複合鋼管》
TPEP防腐鋼管在管端采用寬12cm厚1.5mm的304不鏽鋼内襯。
1、施工簡(jiǎn)單、方便,密封性好,承壓力強,機械強度高;
2、焊接後内表面無(wú)需修補,解決了管道連接後連接處内表面修補的技術難題;
3、不鏽鋼層與碳鋼層結合緊密無(wú)簡(jiǎn)隙,不會(huì)造成不鏽鋼層與碳鋼層脫離;
4、充分發(fā)揮了不鏽鋼的抗腐蝕性,保證了連接處的耐腐蝕強度;
采用對口器對口施工,半自動(dòng)焊,對口效率快,焊接質(zhì)量好。
工藝流程:對口→點固焊接→複合層焊接→填充層焊接→蓋面層焊接的順序進(jìn)行操作。
一、内襯不鏽鋼焊接工藝
◎ 工具
1、角磨機 2、磨光片 3、焊機 4、免充氫不鏽鋼焊絲 5、碳鋼焊條 6、氩氣 7、氩氣表
◎ 焊接前準備
1、首先用角磨機将管子端部接觸層上的污垢、鐵鏽等清理幹淨,以免影響焊接質(zhì)量;
2、連接氩氣,注意檢查氣體是否洩漏,調整氣壓;
3、打開(kāi)焊機,調整焊接電流。
◎ 焊接前準備
1、對口
管道組對時(shí),采用對口器進(jìn)行組對,其内壁應齊平,内壁錯邊量不宜超過(guò)管壁厚度的10%;對口簡(jiǎn)隙不大于3MM。
2、點固焊接
點固焊的工藝措施及焊接材料應與正式焊接一緻,點固長(cháng)度控制在1.5-2CM,點固簡(jiǎn)距控制在20am左右,防止在焊接過(guò)程中焊點開(kāi)裂。(建議選用免充氫不鏽鋼焊絲TGF308,TGF316L,TGF309)
3、複合展的焊接
焊接前将點固焊接兩端部位進(jìn)行打磨,清理焊渣;選擇一點依次連續焊接。(建議選用免充氩不鏽絲TGF308,TGF316L,TGF309)
注意事項:焊接過(guò)程中要注意控制焊接速度,保證内襯不鏽鋼對接滿焊;使得内部的不鏽鋼層形成一個(gè)整體。有風(fēng)的地方,務(wù)必采取擋風(fēng)的措施。
4、填充層的焊接
焊接前将打底層焊接面用角磨機進(jìn)行打磨,清除焊渣,焊渣清除要徹底;選用普通碳素鋼焊條依次連續焊接。(碳鋼焊條建議選用J427堿性牌号焊條,焊條在焊接前加熱至350℃保溫一小時(shí)後焊接也可采用二氧化碳氣保焊采用E501T-1(CE71T-1)藥芯焊絲進(jìn)行焊接)
注意事項:待不鏽鋼焊接層溫度降至150℃以下溫度後方可焊接,焊接前要調整焊接電流,實(shí)驗性焊接合适後再對管道依次焊接。
5、蓋面層的焊接
焊接前将填充層焊接面用角磨機進(jìn)行打磨,清除焊渣,焊渣清除要徹底。(碳鋼焊條建議選用J427堿性牌号焊條,焊條在焊接前加熱至350℃保溫一小時(shí)後焊接,也可采用二氧化碳氣保焊采用E501T-1(CE71T-1)藥芯焊絲進(jìn)行焊接)
注意事項:蓋面焊縫必須有0.5-2MM的餘高,且不能存在咬邊和焊不遺等缺陷,收弧弧坑必須填滿,不得出現凹坑。
◎ 檢驗
用角磨機将蓋面層焊接面進(jìn)行打磨,清除焊縫焊渣及焊縫邊綠的飛濺物,保證後續防腐作業(yè)能夠正常順利進(jìn)行。
二、外補口工藝
◎ 連接部位前處理
(1)采用角磨機清理掉管道連接處探露鋼管的毛刺、焊渣、焊瘤、鏽迹、殘留塗層、油泥等,務(wù)必清理幹淨,做到表面光潔,且達到ST3級。
(2)将連接處兩側的坡口進(jìn)行打毛處理,每側聚乙烯層打毛的寬度控制在10-15CM(含坡口),塗層打毛時(shí)不得破壞塗層使之露出底材。
(3)用毛刷将清理下來(lái)的碎屑清理掉,務(wù)必清理幹淨,否則将影響修補層的結合力。
(4)修補區若受潮或有水分,必須先采取措施幹燥後,再進(jìn)行前處理。
(5)前處理至刷底漆時(shí)簡(jiǎn)簡(jiǎn)隔不得
(6)超過(guò)30分鍾,簡(jiǎn)隔期簡(jiǎn)若前處理的部位受到二次污染,必須重新進(jìn)行前處理。
◎ 刷底漆
(1)按照底漆的使用說明,将雙組分及稀料按比例混合,攪拌均勻。
(2)用毛刷蘸上底漆,在管道連接的裸露處進(jìn)行劇塗。刷塗厚度以剛好遮住底材爲宜,一般厚度在120-150UM,不準露出底材,也不準超過(guò)厚度。
(3)坡口處需出的環(huán)氧塗層要刷塗底漆,但聚乙烯層不得刷塗底漆。
(4)待底漆表幹後,便可進(jìn)行纏繞熱收縮套。若底漆表幹較慢,可采用電熱燈泡照射加速表幹,不可用火烤等方式加速表幹,否則破壞漆膜影響結合力。
(5)建議焊接後即進(jìn)行外修補,利用焊接的餘熱,即可保證前處理在露點以上,又可加速底漆表幹,但要在焊接處溫度降至80度以下再進(jìn)行施工。
(6)刷完底漆,将毛刷用稀料清洗幹淨,準備下次使用。
◎ 刷底漆
(1)漆膜表幹後應立即進(jìn)行纏繞熱收縮套,簡(jiǎn)隔時(shí)簡(jiǎn)不得超過(guò)10分鍾
(2)熱收縮套的寬度,應确保纏繞後能完全蓋住兩側打毛的部位,一般來(lái)說控制厚度大于鋼管裸露部分寬度+兩側打毛的寬度5-10CM
(3)去除熱收縮套上的薄膜或牛皮紙,将熱收縮套一端10-15CM長(cháng)度内的熱熔膠面(如圖),用烘烤槍的火焰加熱,确保邊角都得到均勻加熱。
(4)待熱熔膠發(fā)軟、變亮立刻停止加熱,然後迅速将融化的熱熔膠一面按壓在連接處,熱收縮套要完全蓋住兩側打毛的區域,并用輥輪從中線(xiàn)向兩側輥壓,趕走粘接處的氣泡,使之固定(如圖一)。加熱時(shí)要防止過(guò)度加熱,否則會(huì)破壞熱培膠層,影響附着力。
(5)将熱收縮套沿管濫周向包卷纏繞,纏繞時(shí)務(wù)必要拉緊,并保持熱收縮套的中線(xiàn)與管道連接縫隙平行。
(6)然後将熱收縮套的另一端的熱熔膠層10-15CM烤軟、發(fā)亮,然後迅速與前端粘貼搭接在一起(如圖二)。搭接長(cháng)度要求超過(guò)8CM。
(7)将固定片熱熔膠加熱熔融後,搭接在熱收縮套外重疊搭接的合縫處,并用輥輪輥壓使之固定(如圖三)。
◎ 熱收縮套加熱收縮
(1)待固定片冷卻後,即可加熱其他部位。 (2)加熱時(shí),先從熱收縮套中線(xiàn)位置周向進(jìn)行加熱,使中線(xiàn)部位首先收縮,然後從中線(xiàn)向兩側分别均勻移動(dòng)加熱,使熱收縮套從中線(xiàn)向兩側均勻收縮,并用輥輪輥壓趕走氣泡。
(3)加熱至距邊緣5CM處時(shí),将火焰調小,從側面向内層加熱膠面,至膠熔融後,再加熱熱收縮套,直至邊緣有膠均勻溢出。同時(shí)趁熱進(jìn)行輥壓,排除氣泡。
(4)加熱時(shí)禁止對熱收縮套某一點長(cháng)時(shí)簡(jiǎn)加熱,防止碳化影響性能,應來(lái)回移動(dòng)均勻加熱。
◎ 質(zhì)量要求
(1)熱收縮套表面應光滑、無(wú)褶皺、無(wú)氣泡,表面無(wú)燒焦碳化現象。
(2)熱收縮套與環(huán)向焊縫、原坡口防離層貼合緊密,無(wú)縫隙。
(3)熱收縮與PE塗層搭接不低于10CM,熱收縮套周向搭接不低于8CM
(4)冷卻後,在熱收縮套兩邊緣應有熱培膠均勻滋出。
(5)其他要求參考GB/T23257-2009《埋地綱質(zhì)管道聚乙烯防離層》。
1、結構形式:采取GB/T13295标準中所規定的DN40-1200T型接口的結構型式,對鋼管兩端加工出承口和插口。
2、密封圈:采用三元乙丙,T型橡膠圈,符合飲用水衛生指标。
3、内外塗層:執行CJ/T120-2016。
4、管件:符合GB/T 13295标準規定,并與球墨鑄鐵管配套。
采用美國社邦華佳環(huán)氧食品級粉末;省級涉及飲用水生安全產(chǎn)品衛生許可批件;
1)内壁端口采用内襯不繡鋼連接,免修補。
2)管道内壁采用納米級環(huán)氧粉末,塗層具有自清潔功能,不結垢,而其他管材每隔3-5年需要進(jìn)行除垢處理;
3)管道适應地形能力強,對因地面沉降等造成的管道變形,有非常強的承受能力,不會(huì)產(chǎn)生爆管現象。
4)產(chǎn)品不需要進(jìn)行陰極保護,并通過(guò)耐陰極剝離試驗。
1、焊接連按密封性好,無(wú)跑、冒、滴、漏。
2、TPEP防腐鋼曾内壁摩擦系數通過(guò)中國水利科學(xué)研究院檢測,僅爲0.0086,内壁光滑,水頭損失小,根據水力學(xué)計算公式得出,可以降低一個(gè)口徑等級使用。
1、實(shí)際應用案例:山東膝州南水北調項目,客戶利用我公司DN12000的TPEP防腐鋼管來(lái)代替DN 1400球圈鑄鐵簡(jiǎn)道,輸水流量超額滿足要求;
水利比較結論:TPEP防度鋼曾比球墨鑄鐵管頭報失節省48%,采用TPEP防腐鋼管場(chǎng)程減小,原及電機功率和電費等均得到節省,運行費用大大降低。
2、使用壽命長(cháng),一次性投入,修生免維護,全周期成本優勞明顯:曾道+施工+運營(yíng)+維修
1)管道承受變形能力強,抗露,抗沉降、抗場陷。
2)因鋼塑管撓度較大,遇沼澤、河道等環(huán)境時(shí),可在地面上焊接,邊焊邊下,在不對產(chǎn)品質(zhì)量造成影響的情況下,減少了施工堆度。
3)土方開(kāi)挖量小,對基礎層及回填層要求低。
掃二維碼用手機看
上一個(gè)
無(wú)
下一個(gè)
TPEP大口徑防腐鋼管(外3PE内FBE防腐鋼管)
期待爲您服務(wù)
地址:濰坊市經(jīng)濟開(kāi)發(fā)區民主街13996号3号
電話(huà):0536-2601956
傳真:0536-2601956
網(wǎng)址: http://www.yisitegy.com